APRILE 16, 2024
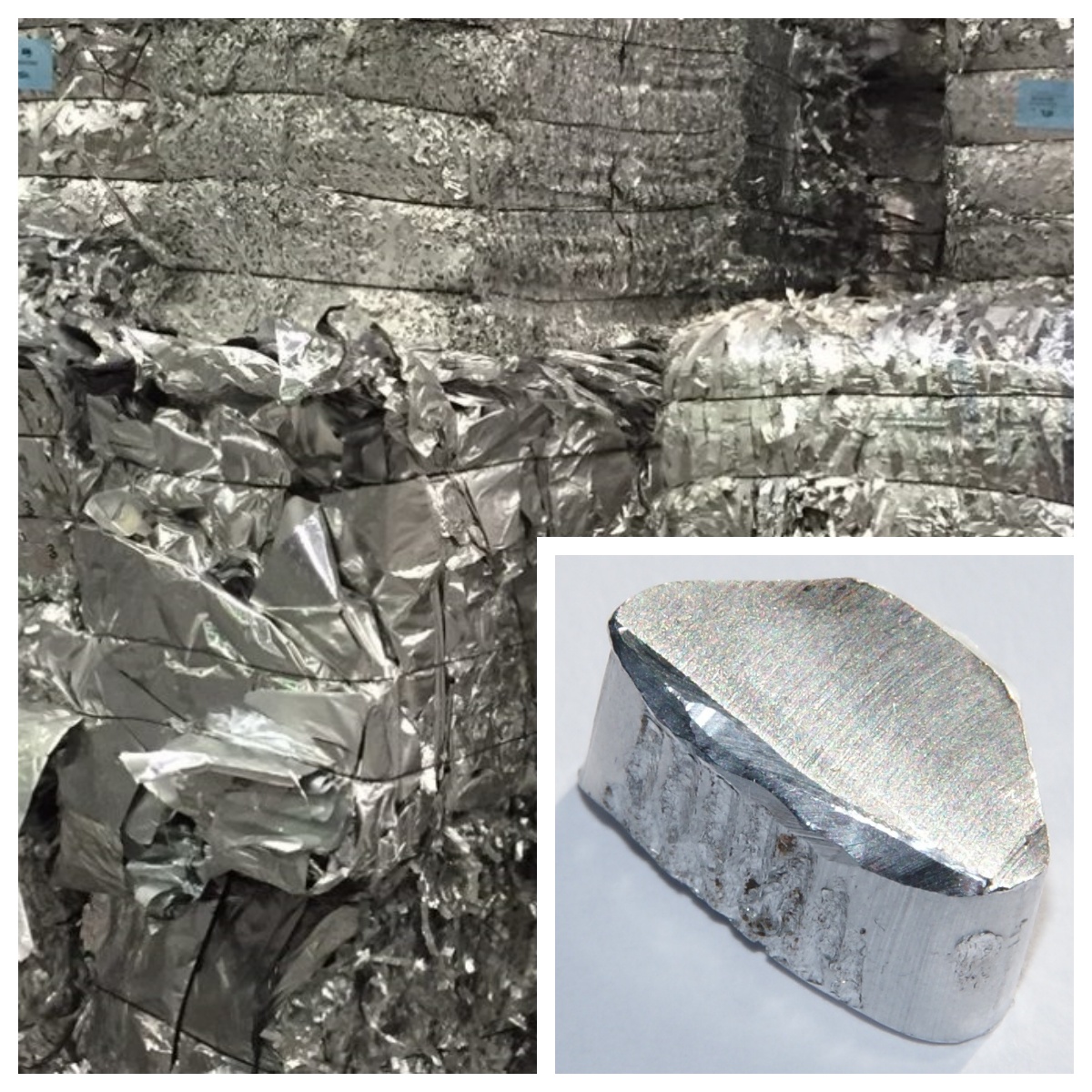
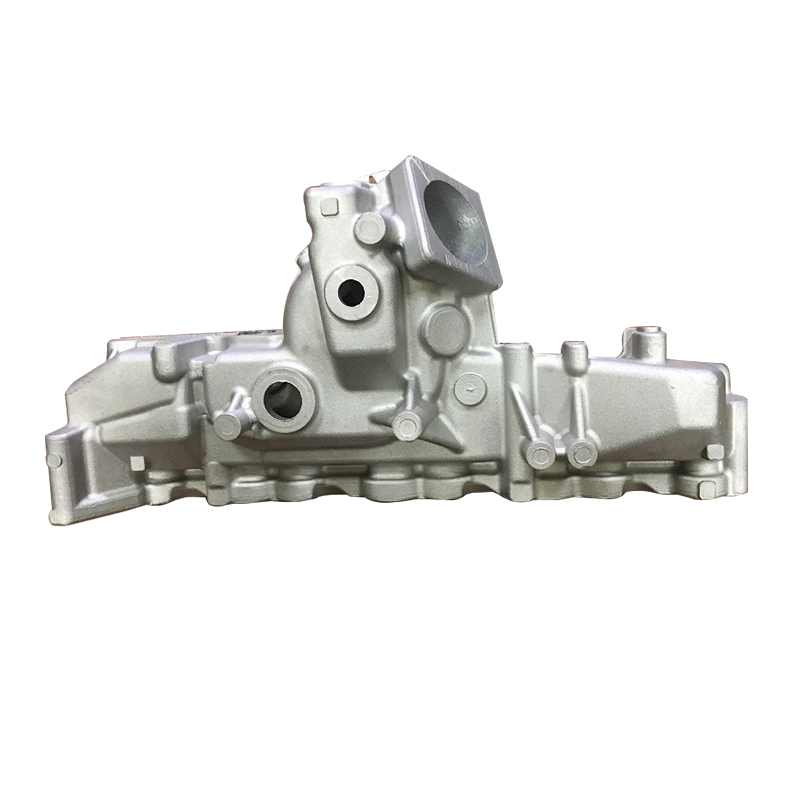
L'alluminio, uno degli elementi più abbondanti e costituisce quasi l'8% della crosta terrestre, vanta proprietà meccaniche superiori che lo rendono indispensabile in vari settori. Tuttavia, con le crescenti preoccupazioni ambientali, il dibattito tra l’alluminio riciclato e la sua controparte pura ha acquisito importanza.