04 agosto 2022
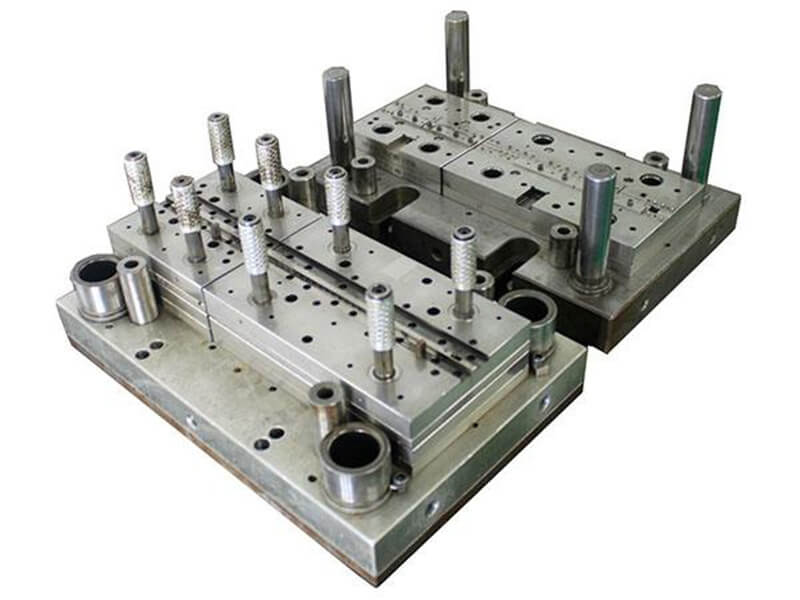
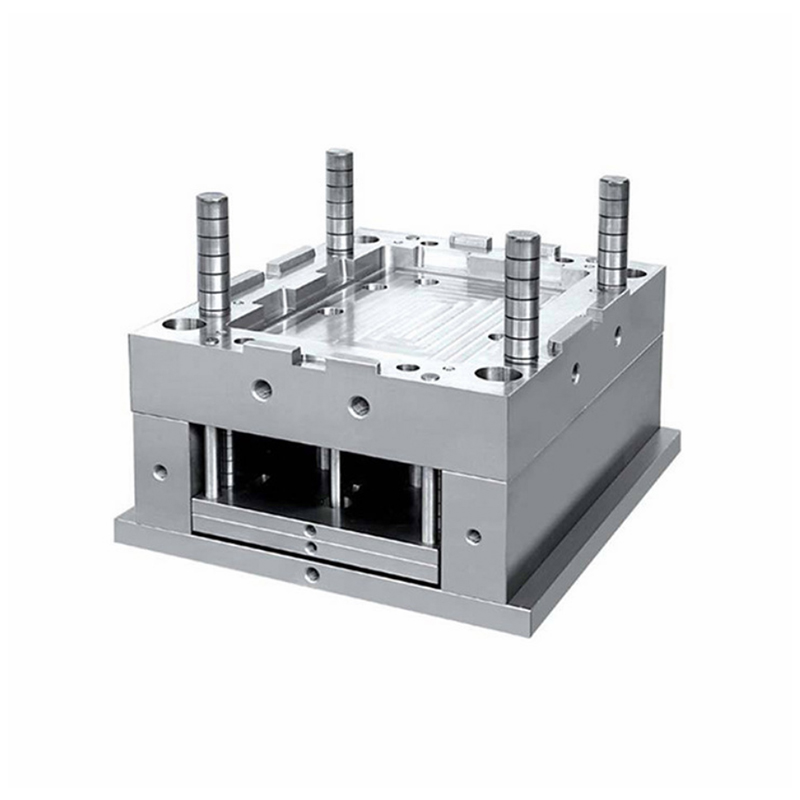
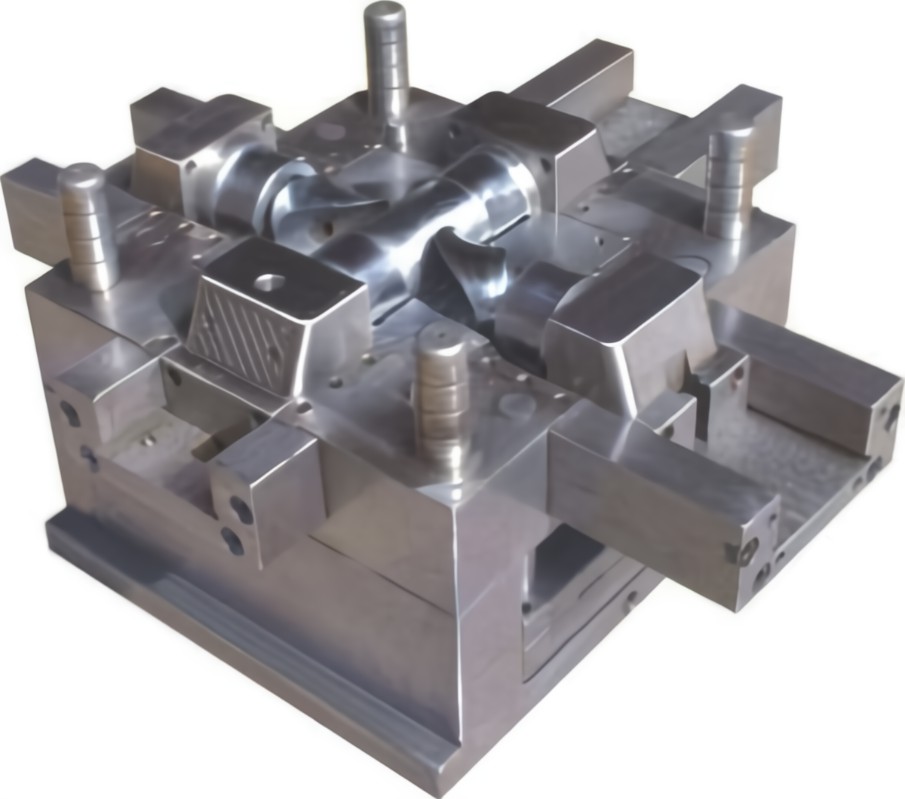
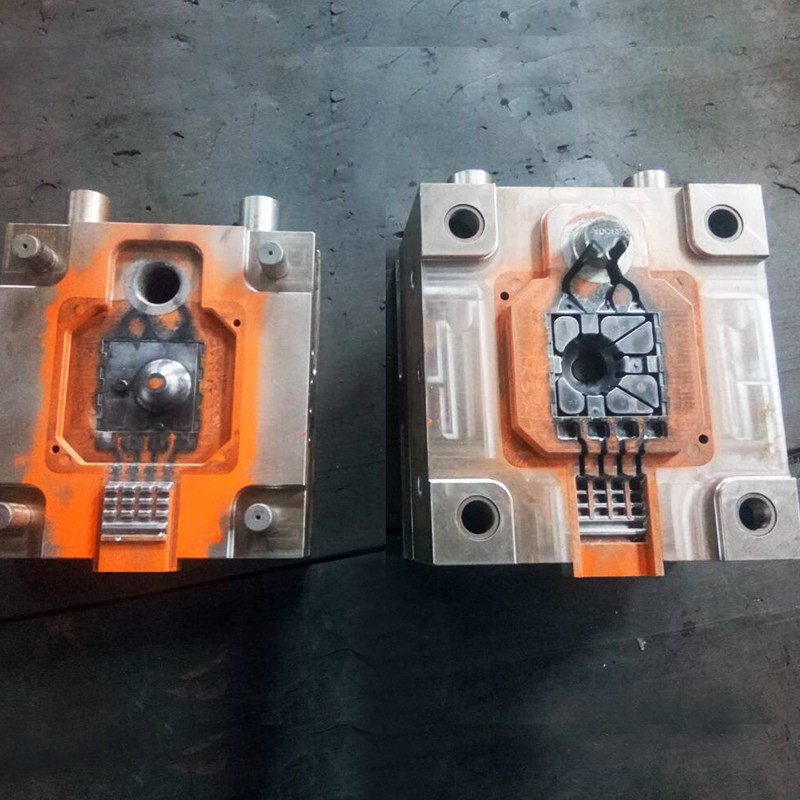
Il processo di stampaggio a iniezione comprende principalmente 6 fasi tra cui bloccaggio dello stampo, riempimento, mantenimento della pressione, raffreddamento, apertura dello stampo e sformatura. Queste 6 fasi determinano direttamente la qualità di stampaggio del prodotto e queste 6 fasi costituiscono un processo continuo completo. Questo capitolo si concentra sulle quattro fasi di riempimento, mantenimento della pressione, raffreddamento e sformatura.