+ 86-574-87883895
Anodizzazione di prodotti pressofusi in alluminio
Al termine del processo di produzione, la fase successiva è l'applicazione del finitura superficiale. Esistono diversi metodi, ma nei materiali in alluminio o altri materiali, il processo di anodizzazione è un metodo affidabile. Il motivo non è inverosimile, in quanto porta alla produzione di un prodotto durevole ma bello. L'anodizzazione passa attraverso processi che devono essere compresi e due parti importanti sono sapere come colorare l'alluminio e i colori dell'alluminio anodizzato da utilizzare.
I colori dell'anodizzazione sono importanti poiché dicono molto sulle proprietà del prodotto finale. In questo articolo imparerai l'anodizzazione, i comuni colori dell'alluminio anodizzato e come colorare i prodotti in alluminio usando l'anodizzazione. Andiamo subito su di esso in modo da poter capire come funziona il processo.
Prima di discutere i vari colori dell'alluminio anodizzato o come colorare l'alluminio, dovremmo stuzzicare il cervello su cosa sia il processo. A meno che tu non abbia un background scientifico o non sia già profondamente radicato nel processo, non sorprenderà che ti interroghi sul processo di anodizzazione dell'alluminio. Pertanto, in questa sezione, riassumeremo le cose di base sul processo.
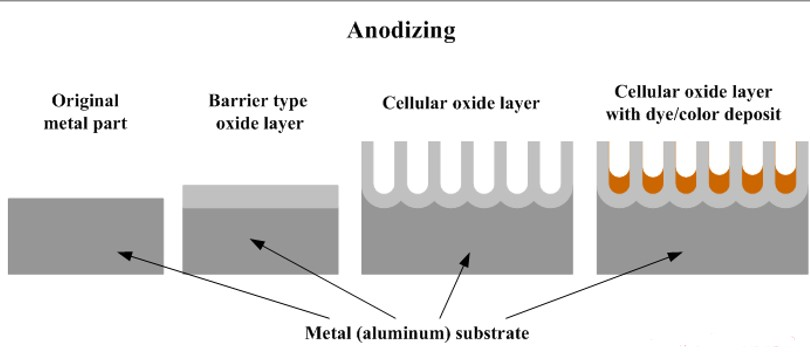
L'anodizzazione dell'alluminio è un processo elettrochimico in cui prodotti in alluminio' le superfici sono rivestite con uno strato di ossido resistente all'usura. Pertanto, i prodotti presentano proprietà che migliorano la qualità e l'estetica. Ad esempio, sono durevoli, resistenti all'usura e alla corrosione. Hanno anche questa bella sensazione che soddisfa i requisiti estetici della maggior parte degli utenti.
L'anodizzazione è una reazione elettrochimica della cella con la parte in alluminio che funge da anodo, il catodo è un materiale inerte e un elettrolita acido. Di seguito sono riportate le reazioni elettrochimiche all'elettrodo:
Esistono tre tipi di processo di anodizzazione, ciascuno diverso in termini di intensità del rivestimento. La differenza è dovuta agli elettrodi, agli elettroliti e all'energia utilizzata in ciascun processo.
Il processo di anodizzazione di tipo 1 è noto anche come tipo "leggero" e prevede l'uso di acido cromico come elettroliti e la parte in alluminio come anodo. Quando la corrente viene fatta passare attraverso l'elettrolita, le particelle positive dall'anodo vengono espulse, formando solchi microscopici sulla superficie. Le scanalature microscopiche vengono quindi ossidate per formare uno strato di ossido. Rispetto ai normali prodotti in alluminio senza finiture, i prodotti realizzati con questo processo sono migliori in termini di resistenza al calore e alla corrosione.
Il processo di anodizzazione di tipo 2 utilizza acido solforico anziché acido cromico. L'acido solforico è più potente, portando a una migliore espulsione di particelle di alluminio positive rispetto a quelle di tipo 1. Pertanto, la scanalatura microscopica formata è più profonda e lo strato di ossido è più spesso. Queste due proprietà sono responsabili delle migliori proprietà di ritenzione della vernice esibite dalle parti in alluminio di tipo 2.
Il processo di anodizzazione di tipo 3 è quello ideale per la realizzazione prodotti in alluminio pesante. A differenza degli altri tipi di processo di anodizzazione, utilizza una tensione più elevata e un acido forte (acido solforico).

I colori dell'anodizzazione sono diversi dai colori di altre tecniche come la verniciatura a polvere o la vernice. In termini di uniformità del colore, ci sono difficoltà dovute alle numerose variabili coinvolte nell'anodizzazione.
Mentre il processo di anodizzazione è aperto a tutti i colori dell'arcobaleno, i colori dell'alluminio anodizzato utilizzati dipendono fortemente da molti fattori come dimensioni, qualità e nastri di finitura. Di seguito sono riportati i passaggi da eseguire su come colorare i prodotti in alluminio utilizzando un processo di anodizzazione.
Il primo passo inizia con la pulizia dei prodotti in alluminio nelle vasche del detergente e del risciacquo. Dopo il lavaggio, la parte viene acidata per dare una superficie lucida e brillante. L'incisione viene eseguita per rimuovere tracce di metalli che possono portare a un errore durante il processo.
Dopo la pulizia, ha luogo il processo di anodizzazione. È possibile anodizzare utilizzando uno dei tre tipi di anodizzazione discussi sopra. Tuttavia, ci sono altre cose a cui prestare attenzione.
Ci sono quattro modi per aggiungere i colori dell'alluminio anodizzato. Di seguito è riportata una spiegazione dei quattro metodi.
La sigillatura è l'ultima fase dell'anodizzazione. Qui, le molecole di colorante che si trovano sui pori sono intrappolate nei pori. La sigillatura impedisce l'assorbimento di molecole indesiderate nei pori.
La sigillatura viene eseguita in acqua calda a una temperatura di 200ºF (93ºC). I cristalli di ossido di alluminio idrato formatisi in acqua calda sono responsabili della sigillatura dei pori. I sali metallici possono anche essere depositati dopo essere stati dissolti in acqua calda a 180ºC (86ºF).
I colori anodizzati, a differenza delle vernici, sono sottrattivi e non creano dipendenza. Se capisci il concetto di luce, capirai la distinzione che questo comporta. Normalmente, il colore mostrato da qualsiasi materiale è quello che viene riflesso rispetto a quello che viene assorbito. Pertanto, se la luce bianca brilla su un secchio blu, il secchio assorbe gli altri colori e riflette il blu. Questo ce lo fa percepire come un secchio blu. Il processo è lo stesso nel colore anodizzato.
Tuttavia, ha una leggera aggiunta. Invece di riflettere la luce, la pellicola anodizzata formata sulla superficie trasmette la luce all'alluminio sulla superficie di base. Il metallo di base lo riflette quindi sulla pellicola e all'esterno. Pertanto, lo strato anodizzato funge da filtro anziché da riflettore, il che è importante per la corrispondenza dei colori.
Abbinare il colore giusto non è facile, soprattutto se non appartengono allo stesso lotto. Per scegliere il giusto metodo di abbinamento, è necessario comprendere il concetto di abbinamento dei colori spiegato sopra e gli importanti fattori che determinano l'aspetto dei colori anodizzati. Di seguito sono riportati gli aspetti da tenere d'occhio:
Questo è il fattore più critico a cui prestare attenzione durante l'anodizzazione dell'alluminio a colori. Ogni grado di alluminio ha il suo colore e le sue sfumature, che influiscono sulla corrispondenza dei colori.
La finitura (parte della pellicola) gioca un ruolo importante nelle proprietà riflettenti del prodotto in alluminio. Pertanto, per il meglio in termini di corrispondenza dei colori, è preferibile utilizzare un campione con la stessa finitura.
Anche il tipo di coloranti utilizzati gioca un ruolo enorme nella variazione di colore del sonno. C'è un aumento della variazione di colore quando c'è bisogno di più coloranti per abbinare il colore, la variazione di colore aumenta. Inoltre, la stratificazione è importante poiché possono esserci variazioni di colore da ogni strato.
La struttura cristallina del metallo che compone il prodotto influenza anche le proprietà riflettenti di un prodotto in alluminio. Da un angolo, i colori potrebbero sembrare corrispondenti. Tuttavia, un diverso angolo riflettente può mostrare diversamente. Questa condizione è "color flip" e gioca un ruolo enorme nella corrispondenza dei colori.
L'anodizzazione è un processo elettrolitico di grande importanza nella finitura superficiale, utilizzato per migliorare il processo di finitura superficiale in termini di estetica, relatività ottica, ecc. Questo articolo parla del processo di anodizzazione e di come colorare le parti in alluminio. Ha anche parlato dei fattori che giocano un ruolo enorme nella corrispondenza dei colori. Senza dubbio il processo di anodizzazione potrebbe sembrare complesso. Tuttavia, per ottenere il meglio in termini di qualità e basso costo, puoi affidarti a noi.
NINGBO FUERD MECCANICO CO., LTD
Sito web: https://www.fuerd.com













