+ 86-574-87883895

Il processo di colata in stampo permanente si compone delle seguenti fasi:
Preparazione dello stampo - Innanzitutto, lo stampo viene preriscaldato a circa 300-500 ° C (150-260 ° F) per consentire un migliore flusso di metallo e ridurre i difetti. Quindi, un rivestimento ceramico viene applicato alle superfici della cavità dello stampo per facilitare la rimozione delle parti e aumentare la durata dello stampo.
Assemblaggio stampi - Lo stampo è composto da almeno due parti: le due metà dello stampo e le anime utilizzate per formare elementi complessi. Tali anime sono tipicamente realizzate in ferro o acciaio, ma a volte vengono utilizzate anime in sabbia consumabili. In questa fase, le anime vengono inserite e le metà dello stampo vengono fissate insieme.
Versare - Il metallo fuso viene versato a bassa velocità da un mestolo nello stampo attraverso un canale di colata nella parte superiore dello stampo. Il metallo scorre attraverso un sistema di guide ed entra nella cavità dello stampo.
Raffreddamento - Il metallo fuso viene lasciato raffreddare e solidificare nello stampo.
Apertura dello stampo - Dopo che il metallo si è solidificato, le due metà dello stampo vengono aperte e la fusione viene rimossa.
Rifinitura - Durante il raffreddamento, il metallo nel sistema di guide e la materozza solidificano attaccati alla fusione. Questo materiale in eccesso è ora tagliato via.
CERTIFICATO IATF16949 e ISO 9001
FUERD è stata fondata nel 1987 con un piccolo impianto di pressofusione e pressofusione situato a Ningbo. Oggi l'azienda è diventata una delle più grandi e diversificate aziende di pressofusione in Cina. FUERD è cresciuta notevolmente e ha creato un esperto in pressofusioni di grandi dimensioni a pareti sottili al servizio dell'industria dell'illuminazione e dell'auto.
✧ Descrizione dei prodotti:
| Materiali | Lega di alluminio: ADC12, ADC10, A360, A380, A356, 6061, 6063 Lega di magnesio: AZ91D, AM60B, Lega di zinco: ZA3 #, ZA5 #, ZA8 # |
| Elaborazione artigianale | Disegni → costruzione stampi → pressofusione → sgrossatura → lavorazione CNC → trattamento superficiale → controllo prodotto → imballaggio → consegna |
| Tolleranza | ± 0.05mm |
| Trattamento della superficie | Galvanotecnica, cromatura, zincatura, nichelatura, elettroforesi, anodizzazione, lucidatura, sabbiatura, passivazione, verniciatura a polvere, verniciatura a spruzzo, ecc. |
| Certificazione di qualità | CERTIFICATO IATF16949 e ISO 9001 |
| Qualità garantita | Due anni |
| Ispezione | 1.Fonderia interna: ispezione al 100% su dimensione critica; 100% sull'aspetto. 2. Ispezione di terze parti disponibile su richiesta |
| Principalmente struttura di prova | Strumento di misura tridimensionale (CMM), Test box in nebbia salina, rilevatore di equilibrio dinamico, rilevamento pneumatico |
| Caratteristiche e vantaggio | 1.Alta precisione di lavorazione, la planarità entro 0.1 mm. 2. Alta resistenza e non facile da deformare, ha una buona conduttività elettrica e termica. 3. Aspetto di finitura elevata, la rugosità della superficie liscia è Ra1.6 dopo la lavorazione. 4.La precisione di lavorazione è elevata e la struttura di assemblaggio è perfetta. 5.Nessun granulato, nessun punto e nessuna pittura si staccano in apparenza. 6. aspetto liscio, resistenza alla corrosione. |
| Standard | 1. lega di alluminio: ISO3522-84, ASTMB85-96, JISH5302: 2000, EN1706: 1998 2.Magnesium alloy: ISO/DIS16220-1999, ASTMB93/B93M-98, EN1754-1997 3.Zinc alloy: ISO301-1981,ASTMB327-98, JISH2021:1999, EN12844:1998 |
| Applicazioni | Industria 3C, decorazioni per l'illuminazione, elettrodomestici, ricambi auto, parti di mobili, utensili elettrici, apparecchiature mediche, apparecchiature di automazione intelligenti, altre parti in fusione di metallo. |
Ningbo FUERD Stampo ad alta precisione OEM Lega di alluminio Zinco magnesio Realizza stampo NINGBO per pressofusione.
✧ Dettagli dell'imballaggio:
Cassetta in legno, pallet o confezione personalizzata su richiesta del cliente, stampo in pressofusione
Porto: Ningbo
✧ Termine d'esecuzione:
| Quantità (pezzi) | 1 - 3000 | > 3000 |
| Est. Tempo (giorni) | 25 | Da negoziare |
 |
 |
 |
|
Prodotto DFM |
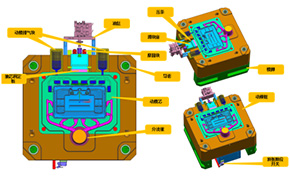
Costruzione di stampi |
Fusione centralizzata |
 |
 |
 |
|
pressofusione |
Monitoraggio della colata |
Lucidatura automatica |
 |
 |
 |
|
Granigliatura |
Lavorazione CNC |
Pulizia ad ultrasuoni |
 |
 |
 |
|
Prova di trazione |
Analizzatore di spettro |
Raggi X : Controllare il foro di restringimento della sabbia all'interno del prodotto |
 |
 |
 |
|
CMM : Controllare la posizione del prodotto, il parallelismo, la tolleranza isometrica e la dimensione |
Linea di ispezione finale |
Imballaggio standard o personalizzato |
✧ Perché chiuderci:
1. Progettazione ingegneristica
Progettazioni innovative di utensili hanno progettato e ottimizzato le parti nuove ed esistenti ... a COSTO GRATUITO per te!
2. Costi di attrezzaggio inferiori
Utensili morbidi rapidamente per produrre meno di 1000 parti per i test per evitare il rischio di investimento in stampi per pressofusione e risparmiare tempo di test del prodotto!
3. Costi delle parti inferiori
Processo di produzione di pressofusione automatico e manuale per risparmiare sui costi delle parti.
4. Linea di assemblaggio
Linea di assemblaggio finale per assicurarsi che tutte le parti si adattino bene insieme per l'intero requisito del progetto.
5. Servizio di assistenza
Un ingegnere di progetto professionista lavora direttamente con i tuoi ingegneri progettisti dalla fase di progettazione fino alla consegna del prodotto.
6. Qualità affidabile
Sistema integrato di gestione della qualità certificato IATF16949 e ISO 9001 dalla richiesta di offerta alla consegna al controllo di buona qualità.
7. Consegna puntuale
Oltre il 98% di stampi e prodotti possono essere spediti in tempo.
8. Esperienza del produttore
Più di 35 anni di esperienza del produttore con clienti soddisfatti.
Domande frequenti: