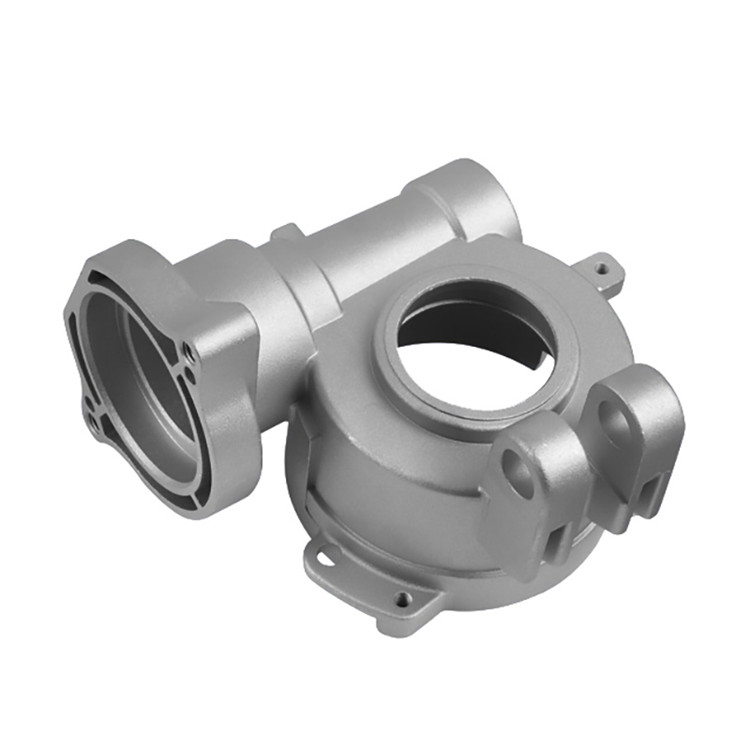
Quali sono le cause della desquamazione superficiale di
pressofusioni di leghe di alluminio?
Il fenomeno della spellatura si verifica al momento della granigliatura. Questo non è lo stesso concetto della scuoiatura dei getti pressofusi in lega di alluminio. In generale, ci sono diverse ragioni per la pelatura superficiale dei getti pressofusi in lega di alluminio dopo la granigliatura.
Spinto dall'industria automobilistica, il mercato per
parti di pressofusione in lega di alluminio sta crescendo, quindi si riscontrano vari problemi nel processo di produzione della pressofusione. Quindi, come affrontare la pelatura superficiale delle parti pressofuse in lega di alluminio dopo la granigliatura.
1. Lo stampo o il bicchiere di fusione della camera di iniezione non vengono puliti.
2. Se la pressione di iniezione non è sufficiente, è necessario prestare attenzione se lo stampo mobile si ritira durante l'iniezione.
3. Si è verificato un problema con l'apertura del sistema di chiusura. Il liquido della lega entra nella cavità e ha un flusso turbolento.
4. Problema di temperatura dello stampo.
5. Il metallo fuso schizza violentemente durante l'iniezione.
Poiché i pezzi fusi in lega di alluminio vengono granigliati per rendere i pezzi fusi ulteriormente compattati, la forza è solitamente di circa 3 chilogrammi per centimetro quadrato, se il pezzo fuso stesso presenta problemi di qualità durante la lavorazione.
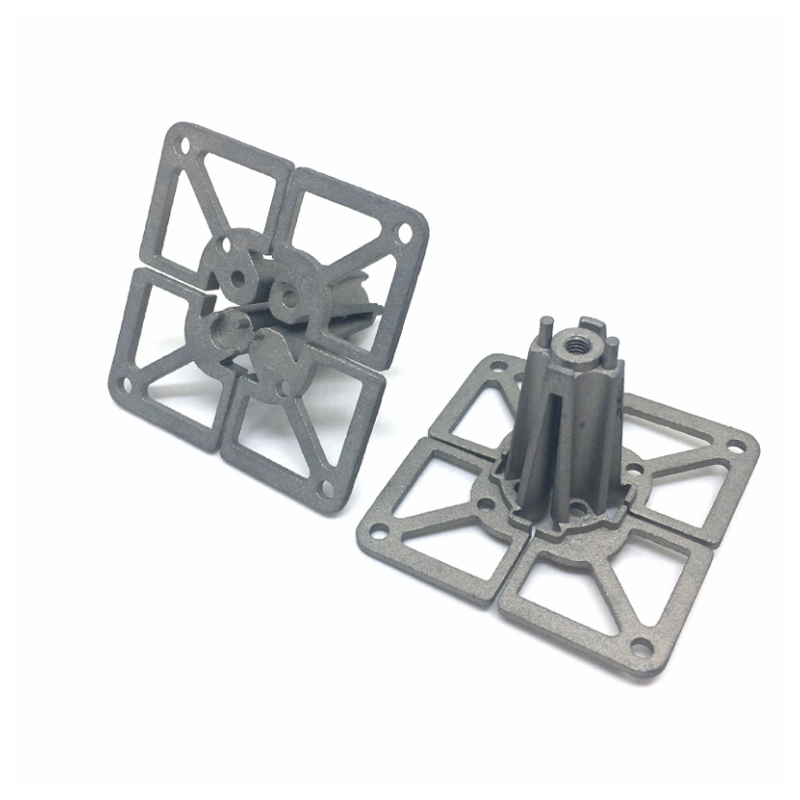
Cause e soluzioni dell'ossidazione superficiale delle pressofusioni di alluminio.
1. Analisi della ragione
Attraverso la nostra osservazione e ricerca, abbiamo scoperto che ci sono molti fattori che causano l'ossidazione superficiale di
fusioni di alluminio. Le ragioni principali sono le seguenti. L'attrezzatura dei getti di alluminio non viene pulita bene dopo l'uso, con il risultato che molte impurità del materiale si attaccano alla superficie dei getti. , È ossidato; oppure la soluzione nel getto, che generalmente contiene elementi metallici, sarà ossidata quando sarà immersa nell'attrezzatura per lungo tempo; e l'attrezzatura è ossidata a causa di un uso improprio dell'attrezzatura durante il funzionamento.
2. Soluzione
A fronte dei suddetti motivi di ossidazione, è necessario adottare le misure corrette in base alla situazione reale, pulire i getti in tempo utile dopo averli utilizzati e mantenere la superficie dei getti libera da altre impurità e inquinamento; migliorare la capacità di colata degli oggetti e utilizzare metodi di produzione appropriati per produrre; in tempo Ripulire la soluzione metallica nell'attrezzatura, versarla con acqua pulita dopo che è stata ripulita, ripeterla più volte e pulirla accuratamente; per la lavorazione dei materiali di produzione, le impurità contenute nei materiali vengono efficacemente rimosse e il tempo di utilizzo delle apparecchiature viene opportunamente ridotto.

Ningbo Fuerd è stata fondata nel 1987, è leader nel servizio completo
Die Casting Tooling,
pressofusione di alluminio,
pressofusione di zinco,
Colata in gravità produttore. Siamo un fornitore di soluzioni che offre un'ampia gamma di capacità e servizi che includono supporto tecnico,
progettazione,
stampi, complesso
Lavorazione CNC, impregnazione, burattatura, cromatura, verniciatura a polvere, lucidatura, assemblaggio e altri servizi di finitura. Lavoreremo con te come partner non solo come fornitori.
- Servizio completo in pressofusione e lavorazione dal 1987
- Macchina per pressofusione da 180 a 4400 ton
- 1500+ set di pezzi di fusione esportati all'estero
- Scelto dai migliori marchi nel settore automobilistico e medico
- Fabbrica certificata IATF 16949
- Famosa "Die Casting City in China"
- Personale ben addestrato ti supporterà in modo efficiente dalla richiesta di offerta alla spedizione.
NINGBO FUERD MECCANICO CO., LTD
Sito web: https://www.fuerd.com