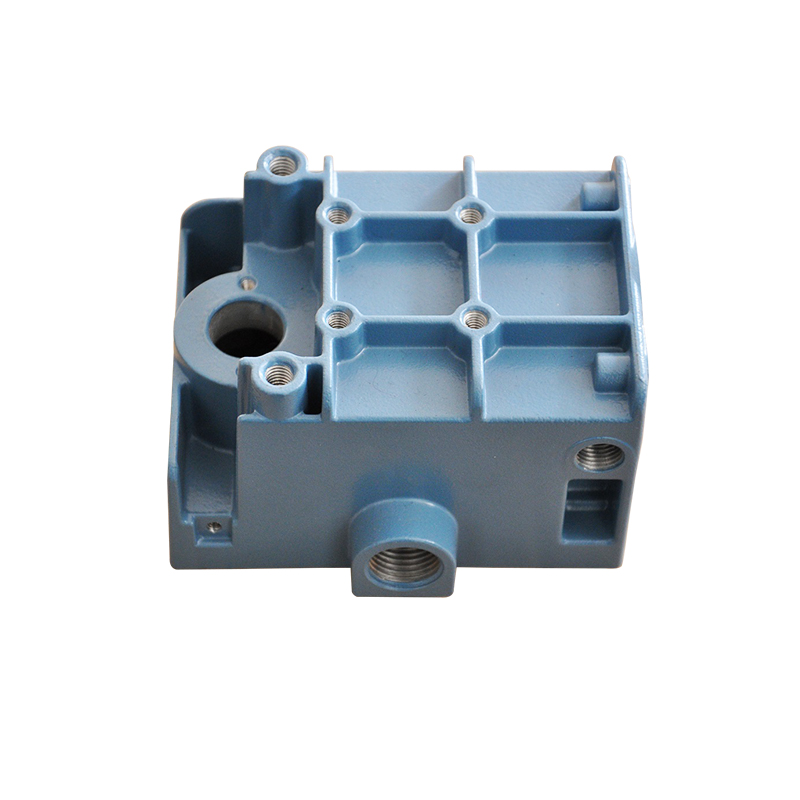
La pressofusione è abbreviata come
pressofusione, che è un metodo di colata in cui il liquido della lega fusa viene versato in una camera di pressatura, la cavità di uno stampo in acciaio viene riempita ad alta velocità e il liquido della lega viene solidificato sotto pressione per formare una colata. Le principali caratteristiche della pressofusione che la distinguono da altri metodi di colata sono l'alta pressione e l'alta velocità.
La pressofusione è un metodo di fusione per pressofusione. Il processo di pressofusione è un processo completato su una macchina di pressofusione dedicata. Il suo processo di base è: il metallo fuso viene prima colato nella cavità dello stampo a bassa o alta velocità. Lo stampo ha una superficie della cavità mobile. Viene forgiato a pressione con il processo di raffreddamento del metallo fuso, che elimina il ritiro del grezzo. Difetti sciolti fanno sì che la struttura interna del grezzo raggiunga i grani rotti allo stato forgiato. Le proprietà meccaniche complete del grezzo sono state notevolmente migliorate.
Inoltre, il grezzo prodotto da questo processo ha una finitura superficiale di 7 (Ra1.6), che è come la superficie prodotta per estrusione o lavorazione a freddo, con lucentezza metallica. Pertanto, chiamiamo il processo di pressofusione di pressofusione il "processo di formatura estrema", che è un passo in più rispetto al "processo di formatura senza taglio, con piccoli margini". Un altro vantaggio del processo di stampaggio a stampo è che oltre a produrre materiali di colata tradizionali, può anche utilizzare leghe deformate e leghe di forgiatura per produrre parti con strutture molto complesse. Questi gradi di lega includono: lega di alluminio super dura di duralluminio, lega di alluminio battuto, come LY11, LY12, 6061, 6063, LYC, LD, ecc.). La resistenza alla trazione di questi materiali è quasi il doppio di quella normale
leghe da colata, che ha un significato più positivo per le ruote delle automobili in lega di alluminio, il telaio e altre parti che vogliono essere prodotte con materiali resistenti agli urti più resistenti.
Il metallo fuso riempie la cavità sotto pressione e cristallizza e solidifica a una pressione più elevata, la pressione comune è 15-100 MPa. Il metallo fuso riempie la cavità ad alta velocità, solitamente 10-50 metri al secondo, e alcuni possono superare gli 80 metri al secondo (la velocità lineare della cavità attraverso la porta interna, la velocità della porta interna), quindi il metallo fuso è riempito Il tempo di formatura è estremamente breve e la cavità può essere riempita in circa 0.01-0.2 secondi (a seconda delle dimensioni del getto). Macchina per pressofusione, lega per pressofusione e stampo per pressofusione sono i tre elementi principali della produzione di pressofusione e nessuno di essi è indispensabile. Il cosiddetto processo di pressofusione è l'applicazione organica e completa di questi tre elementi per consentire una produzione stabile, ritmica ed efficiente di getti qualificati con un bell'aspetto, qualità interna e dimensioni che soddisfano i requisiti del disegno o dell'accordo, e persino getti di alta qualità.
stampo per pressofusione è uno dei tre elementi principali della produzione di pressofusione. Uno stampo con una struttura corretta e ragionevole è un prerequisito per il regolare andamento della produzione di pressofusione e svolge un ruolo importante nel garantire la qualità dei getti (la velocità di passaggio della macchina). A causa delle caratteristiche del processo di pressofusione, la corretta selezione dei parametri di processo è il fattore decisivo per ottenere getti di alta qualità e lo stampo è il presupposto per la corretta selezione e regolazione dei vari parametri di processo. La progettazione dello stampo è essenzialmente quella di prevedere i vari fattori che possono verificarsi nella produzione della pressofusione. La riflessione integrale. Se il design dello stampo è ragionevole, ci saranno meno problemi riscontrati nella produzione effettiva e il tasso di colate qualificato sarà elevato. Al contrario, il design dello stampo è irragionevole. Ad esempio, la forza di avvolgimento degli stampi mobili e fissi è sostanzialmente la stessa quando viene progettata la colata, e il sistema di iniezione è per lo più nello stampo fisso, ed è prodotto sulla macchina di pressofusione Guannan dove il punzone non può avanzare dopo l'iniezione, quindi la produzione normale non può essere eseguita. La colata è stata incollata allo stampo fisso.
Sebbene la finitura della cavità dello stampo fisso sia molto brillante, il fenomeno dell'adesione allo stampo fisso si verifica ancora a causa della cavità profonda. Pertanto, quando si progetta lo stampo, è necessario analizzare in modo completo la struttura della colata, avere familiarità con il processo operativo della macchina di pressofusione, comprendere la possibilità di regolare la macchina di pressofusione e i parametri di processo, cogliere le caratteristiche di riempimento in condizioni diverse e considerare il metodo di lavorazione e foratura dello stampo. Solo dopo gli occhi e la forma fissa possiamo progettare uno stampo che sia pratico e risponda alle esigenze produttive. Come accennato all'inizio, il tempo di riempimento del metallo fuso è estremamente breve e la pressione specifica e la portata del metallo fuso sono molto elevate. Questo è estremamente duro per lo stampo di pressofusione, insieme all'impatto dello stress alternato di raffreddamento e riscaldamento. Tutti hanno un grande impatto sulla durata dello stampo. La vita utile di uno stampo di solito si riferisce al numero di moduli di pressofusione (incluso il numero di moduli di pressofusione (compresa la produzione di pressofusione) che si verificano attraverso un'attenta progettazione e fabbricazione, in normali condizioni di utilizzo, combinate con danni naturali causati da una buona manutenzione e prima che non possano più essere riparati e smaltiti). Il numero di rifiuti).

Ningbo Fuerd è stata fondata nel 1987, è leader nel servizio completo
Die Casting Tooling,
pressofusione di alluminio,
pressofusione di zinco,
Colata in gravità produttore. Siamo un fornitore di soluzioni che offre un'ampia gamma di capacità e servizi che includono supporto tecnico,
progettazione,
stampi, complesso
Lavorazione CNC, impregnazione, burattatura, cromatura, verniciatura a polvere, lucidatura, assemblaggio e altri servizi di finitura. Lavoreremo con te come partner non solo come fornitori.
- Servizio completo in pressofusione e lavorazione dal 1987
- Macchina per pressofusione da 180 a 4400 ton
- 1500+ set di pezzi di fusione esportati all'estero
- Scelto dai migliori marchi nel settore automobilistico e medico
- Fabbrica certificata IATF 16949
- Famosa "Die Casting City in China"
- Personale ben addestrato ti supporterà in modo efficiente dalla richiesta di offerta alla spedizione.
NINGBO FUERD MECCANICO CO., LTD
Sito web: https://www.fuerd.com