La macchina per pressofusione, lo stampo e la lega sono basati su
parti pressofuse, e il processo di pressofusione li attraversa, li integra organicamente in un sistema efficace, in modo che la macchina di pressofusione e lo stampo possano essere ben abbinati e la struttura delle parti di pressofusione sia ottimizzata, preferibilmente macchina di pressofusione , ottimizzare la progettazione dello stampo di pressofusione e migliorare la flessibilità del punto di lavoro del processo, in modo da fornire una garanzia affidabile per la produzione di pressofusione. Pertanto, è evidente che il processo di pressofusione è contenuto nello stampo.
La posizione del cancello interno durante la pressofusione influisce sul design strutturale, sulla qualità e
stampo per pressofusione la progettazione delle parti pressofuse e la richiesta di impostare correttamente la posizione del cancello interno si ottengono interrogando i dati. A causa della varietà delle strutture di colata, è molto difficile scegliere la posizione corretta del cancello interno, ma ci sono anche alcuni requisiti di base. Ad esempio, si ritiene generalmente che la taratura della saracinesca interna debba rendere il getto metallico durante il riempimento il più libero possibile nella cavità. Scorre a lunga distanza, ovvero la corretta posizione, forma e dimensione (angolo di flusso) della saracinesca interna sono abbinate ai parametri di pressofusione per far sì che il getto metallico si espanda e ruoti in modo ordinato lungo lo stampo muro e continuare ad espandersi fino alla fine. La maggior parte della cavità (cioè la cavità principale) è riempita da getti, e solo una piccola parte della cavità (cioè la cavità non principale) è riempita dal ramo del metallo fuso o dalla collisione del metallo fuso. Il sistema di troppopieno rimuove i residui.
Lo stesso
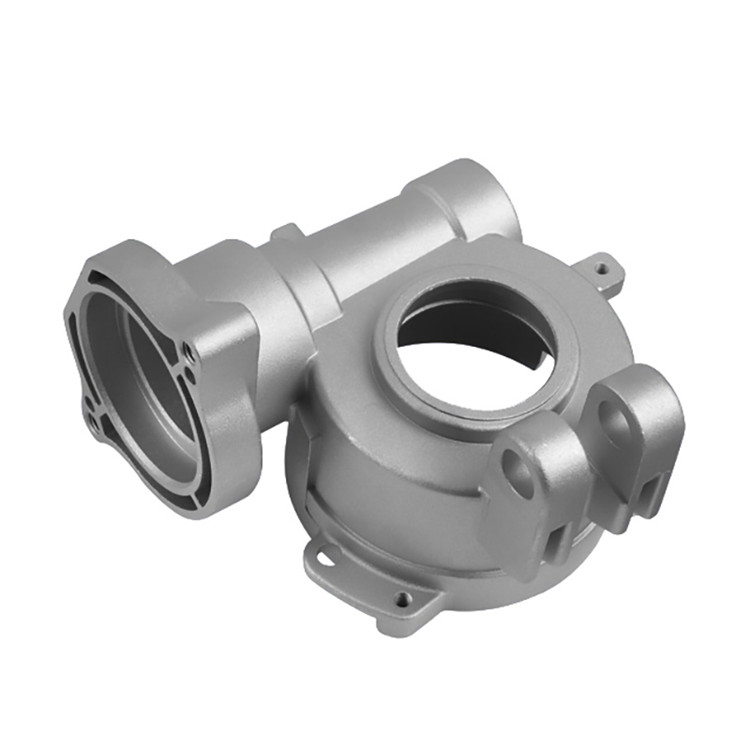
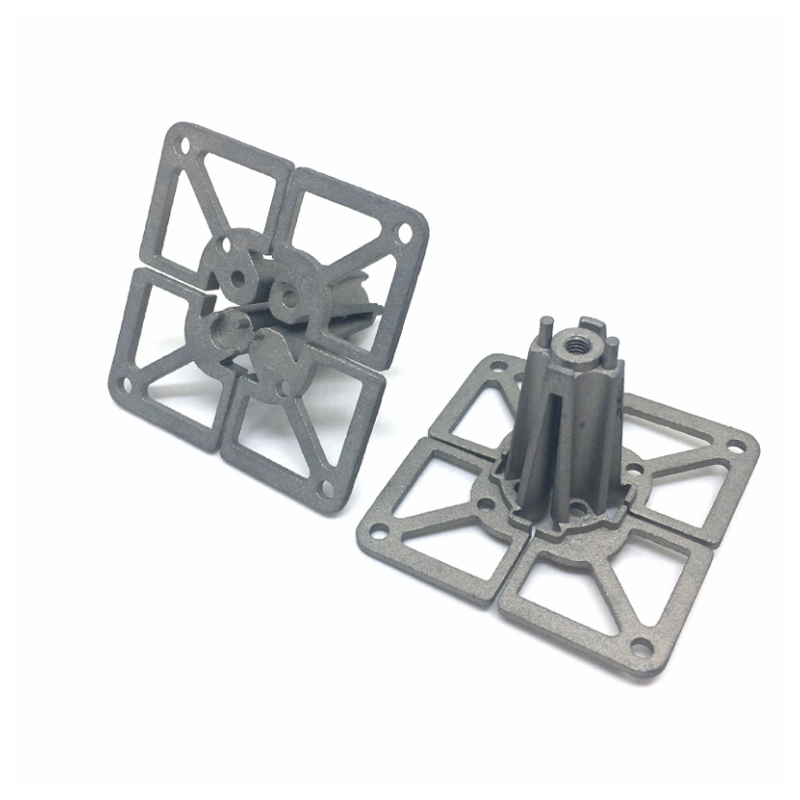
parte pressofusa sceglie diverse posizioni della porta interna e angoli di flusso per ottenere diverse cavità principali, cavità non stelo e le rispettive percentuali di area. Quando il guscio è pressofuso, a causa delle diverse posizioni delle porte interne, si possono ottenere risultati diversi. La cavità principale e la cavità non stelo. Il cancello è perpendicolare ad una parete laterale, poiché il foro rettangolare nella parte superiore della parte separa le due pareti laterali, il risultato è che solo un lato è la cavità principale; per riempire l'altra parete laterale, le due estremità del corridore devono essere collegate e gli ultimi due trefoli Il flusso del liquido converge per completare il riempimento e questa parte è la cavità non principale. Poiché la percentuale di superficie della cavità principale non è elevata, verranno generati molti rifiuti.
La posizione del cancello interno non viene modificata, ma il foro rettangolare superiore è collegato con una nervatura di processo di uguale spessore di parete, in modo che il metallo fuso giri durante il riempimento e l'altra parete laterale sia riempita lungo la nervatura, in modo che entrambi i lati pareti diventano la cavità principale. , La percentuale della cavità principale è aumentata e anche la qualità dei getti è notevolmente migliorata. Il foro quadrato superiore non aggiunge nervature di processo, ma la porta interna è posta a un'estremità della parte, in modo che il metallo fuso venga riempito contemporaneamente da entrambe le pareti laterali, espandendo così la percentuale della cavità principale, garantendo la qualità e migliorare il tasso di qualificazione. Questi sono tre tipi di impostazioni del gate interno per la stessa parte, il che dimostra la criticità della posizione del gate interno.
Sebbene la tecnologia informatica aiuti a selezionare la posizione del cancello interno, la tecnologia informatica è solo un metodo e la progettazione della posizione del cancello interno è ancora una tecnologia chiave.
Basato sui pezzi fusi, ottimizza il sistema macchina di pressofusione-stampo-lega per migliorare la flessibilità del processo. Nel sistema di pressofusione macchina-stampo-lega, la qualità e le prestazioni delle parti pressofuse possono essere migliorate regolando i parametri di processo. Questi parametri di processo sono limitati da una finestra di lavoro (OW). Questo mostra che OW è il diagramma limite di questi parametri di processo. Nel processo di pressofusione, il tempo di riempimento, la velocità del cancello interno e la pressione statica finale del metallo vengono utilizzati per definire l'OW. Questi parametri sono legati al fenomeno del riempimento e dipendono dalla progettazione dello stampo e dalle prestazioni della macchina di pressofusione. Durante la progettazione dello stampo, tutti i punti in OW sono considerati uguali e non hanno priorità. Si può ritenere che il miglior punto operativo esista in un punto sconosciuto in OW, che non può essere trovato prima che lo stampo di pressofusione sia installato sulla macchina di pressofusione. suo. In fase di progettazione dello stampo, garantire che sia facile trovare un buon punto di lavoro si basa sulla considerazione della flessibilità, che si ottiene attraverso la regolazione in OW.
Per questo motivo i parametri di processo si dividono in due tipologie: parametri soft e parametri hard. I parametri soft si riferiscono a parametri che vengono regolati dall'operazione o da un dispositivo di controllo, come livello di potenza, pressione del metallo, temperatura di fusione, temperatura dello stampo e tempo di ciclo. I parametri hard si riferiscono a uno stampo che deve essere corretto o a una macchina di pressofusione che deve essere corretta allo stesso tempo, come il diametro del punzone, l'area del cancello, la scanalatura di scarico, ecc. I parametri soft sono facili da modificare e hanno successo durante lo stampo prova, mentre i parametri rigidi sono difficili, costosi e richiedono tempo da modificare. Spesso è necessario smontare lo stampo per la ri-correzione. Pertanto, il metodo di ottimizzazione si basa su parametri soft ed espande la flessibilità dei punti di regolazione in OW, fornendo così una gamma più ampia per il test dello stampo ed evitando modifiche dello stampo lunghe e costose.
La temperatura dello stampo è uno dei parametri di processo importanti. Si può affermare che la corretta e costante temperatura dello stampo è il presupposto fondamentale per una produzione affidabile e di alta qualità, un'elevata produttività, un basso tasso di scarto e una lunga durata dello stampo.
Prima della pressofusione, lo stampo deve essere preriscaldato per fare in modo che la temperatura dello stampo raggiunga i 150-200 , il che è vantaggioso per il rivestimento, riducendo la riduzione della temperatura del fuso ed estendendo il flusso del fuso, il che è vantaggioso per il riempimento della cavità. Inoltre, il preriscaldamento dello stampo può anche aumentare la tenacità del materiale dello stampo e ridurre lo shock termico della superficie della cavità. Il modo migliore per preriscaldare lo stampo è utilizzare olio caldo per riscaldare, con l'aiuto di una macchina per la temperatura dello stampo per fornire olio caldo in circolazione e per controllare la temperatura dello stampo. Se la macchina è dotata di un dispositivo per il carico e lo scarico rapido dello stampo, lo stampo può essere preriscaldato prima dell'installazione, il che può risparmiare il tempo di preriscaldamento dello stampo sulla macchina e accelerare l'avvio della macchina. Allo stesso tempo, la macchina per la temperatura dello stampo è anche dotata di un sistema di circolazione dell'acqua di raffreddamento per raffreddare lo stampo secondo necessità. Anche il riscaldamento a gas è un metodo. A seconda delle condizioni di fabbrica, è possibile utilizzare gas naturale o gas di carbone. In questo caso, la temperatura dello stampo può essere misurata con un termometro di superficie e una penna termica. Altri metodi di riscaldamento includono l'elettricità e il riscaldamento a infrarossi lontani.

Ningbo Fuerd è stata fondata nel 1987, è leader nel servizio completo
Die Casting Tooling,
pressofusione di alluminio,
pressofusione di zinco,
Colata in gravità produttore. Siamo un fornitore di soluzioni che offre un'ampia gamma di capacità e servizi che includono supporto tecnico,
progettazione,
stampi, complesso
Lavorazione CNC, impregnazione, burattatura, cromatura, verniciatura a polvere, lucidatura, assemblaggio e altri servizi di finitura. Lavoreremo con te come partner non solo come fornitori.
- Servizio completo in pressofusione e lavorazione dal 1987
- Macchina per pressofusione da 180 a 4400 ton
- 1500+ set di pezzi di fusione esportati all'estero
- Scelto dai migliori marchi nel settore automobilistico e medico
- Fabbrica certificata IATF 16949
- Famosa "Die Casting City in China"
- Personale ben addestrato ti supporterà in modo efficiente dalla richiesta di offerta alla spedizione.
NINGBO FUERD MECCANICO CO., LTD
Sito web: https://www.fuerd.com