Nel processo di produzione di pressofusione, le condizioni di formatura di
parti di pressofusione sono estremamente cattive, sono soggette a ripetuti effetti di erosione meccanica, erosione chimica e fatica termica.
1) Il metallo fuso entra nella cavità dello stampo ad alta pressione e ad alta velocità, causando un intenso attrito e impatto sulla superficie della cavità dello stampo, causando erosione e usura sulla superficie dello stampo.
2) È inevitabile che la scoria fusa venga introdotta nel metallo fuso durante il processo di colata. La scoria fusa ha un effetto chimico complesso sulla superficie delle parti formate. Il composto di alluminio e ferro, come un cuneo, accelera la formazione e lo sviluppo di cricche nello stampo di pressofusione.
3) Lo stress termico è la causa principale delle cricche superficiali dei pezzi pressofusi. In ogni processo produttivo di pezzi pressofusi, oltre all'erosione ad alta velocità e ad alta pressione del metallo liquido, la superficie dei pezzi formati assorbe anche il calore ceduto dal metallo nel processo di solidificazione, con conseguente scambio termico. Inoltre, a causa della conduzione del calore del materiale dello stampo, la temperatura dello strato superficiale della parte formata aumenta bruscamente, determinando una grande differenza di temperatura tra lo strato superficiale e lo strato interno, con conseguente stress interno. Quando il metallo liquido riempie la cavità, lo strato superficiale della cavità raggiunge prima un'alta temperatura e si espande, mentre la temperatura dello strato interno è bassa e l'espansione relativa è piccola, il che fa sì che lo strato superficiale produca sollecitazioni di compressione. Dopo l'apertura dello stampo, la superficie della cavità dello stampo entra in contatto con l'aria e viene raffreddata dall'aria compressa e dal rivestimento, con conseguente sollecitazione di trazione. Questo tipo di sollecitazione alternata aumenta con la produzione continua. Quando supera il limite di fatica del materiale dello stampo, si verificherà una deformazione plastica sullo strato superficiale dello stampo, con conseguente formazione di crepe.
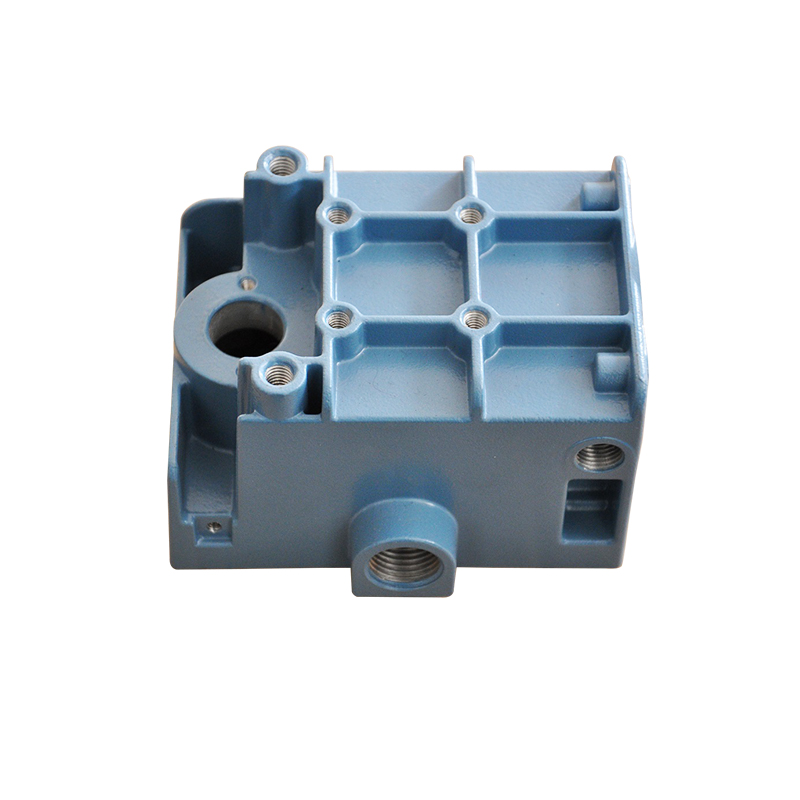
Per mantenere la durata della superficie, la superficie deve avere resistenza alla fatica termica, resistenza all'usura, parti antiaderenti e facili da rimuovere. Quindi il materiale 4Cr5MoSiV1 (H13) viene utilizzato per fabbricare le parti di formatura.

Ningbo Fuerd è stata fondata nel 1987, è leader nel servizio completo
Die Casting Tooling,
pressofusione di alluminio,
pressofusione di zinco,
Colata in gravità produttore. Siamo un fornitore di soluzioni che offre un'ampia gamma di capacità e servizi che includono supporto tecnico,
progettazione,
stampi, complesso
Lavorazione CNC, impregnazione, burattatura, cromatura, verniciatura a polvere, lucidatura, assemblaggio e altri servizi di finitura. Lavoreremo con te come partner non solo come fornitori.
- Servizio completo in pressofusione e lavorazione dal 1987
- Macchina per pressofusione da 180 a 4400 ton
- 1500+ set di pezzi di fusione esportati all'estero
- Scelto dai migliori marchi nel settore automobilistico e medico
- Fabbrica certificata IATF 16949
- Famosa "Die Casting City in China"
- Personale ben addestrato ti supporterà in modo efficiente dalla richiesta di offerta alla spedizione.
NINGBO FUERD MECCANICO CO., LTD
Sito web: https://www.fuerd.com